Explore our flagship selection of custom engineered, high-performance glass containers optimized for UV protection, shelf aesthetics, and automated filling lines.

In the highly competitive global wine industry, product stability is paramount. Exposure to UV radiation and ambient light triggers the photo-oxidation of riboflavin (Vitamin B2) and amino acids in wine, leading to the formation of dimethyl disulfide and other volatile sulfur compounds. This phenomenon, chemically known as "light strike" (goût de lumière), permanently damages a wine's aromatic profile, imparting unwanted damp-board and cabbage odors.
Classic antique green and amber glass designs filter some UV light, but only true black glass packaging offers complete electromagnetic blocking across the ultra-violet (200-400nm) and visible light ranges. High-barrier black glass absorbs up to 99.9% of harmful light energy, ensuring that organic compounds, delicate tannins, and expressive flavor elements remain untouched throughout multi-year aging cycles.
SEO Value Multiplier: Brands shifting to black glass packaging report up to a 15% reduction in product return rates linked to light strike exposure during transit and retail display.
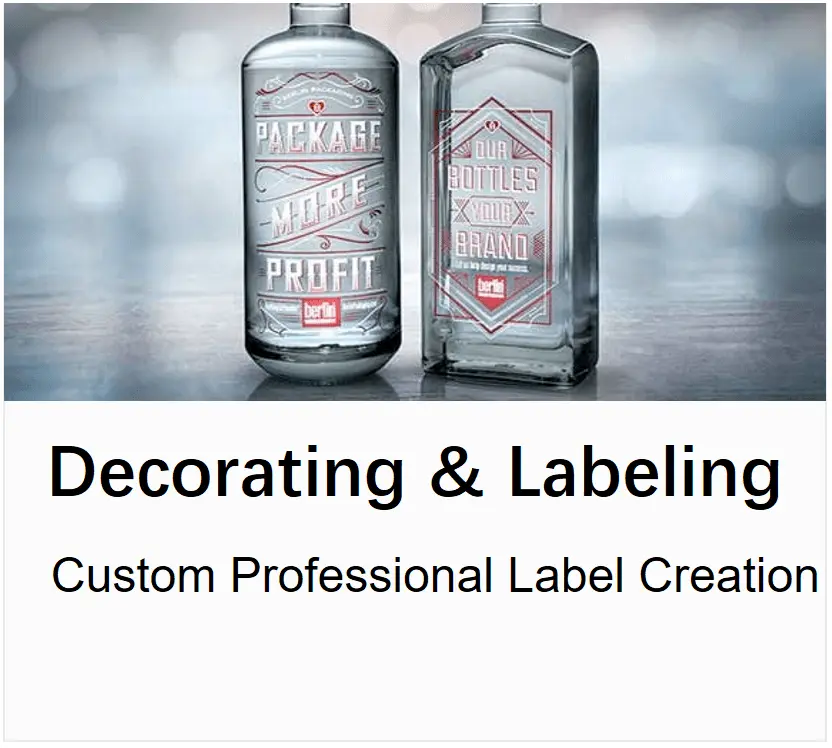
Beyond the undeniable scientific advantages of photolytic isolation, black glass bottles are transforming luxury wine and spirit brands. As luxury consumer trends increasingly value minimal styling and premium aesthetics, the black bottle serves as a canvas for striking typographic branding, metallic hot-stamping, and bespoke physical embossing.
Major markets across North America, the UK, and Northern Europe are seeing a resurgence in premium red blends, vintage Ports, and aged distilled spirits packaged in sleek, dark glass. For brands targeting executive gift markets, corporate catering, or modern retail shelves, sourcing high-quality black wine bottles from certified Chinese manufacturers provides the ideal balance of luxury aesthetics and cost-efficiency.
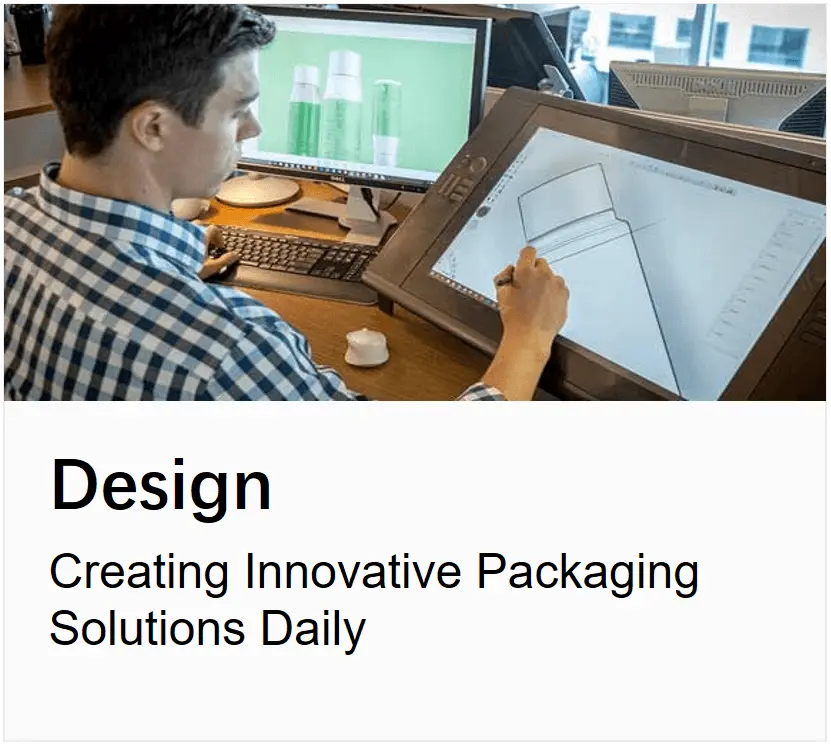
A holistic integration of dynamic supply chain execution, modern glass forming facilities, and rapid prototyping services.

Our premier custom bottle manufacturing service, with an optimized supply chain, seamlessly transforms your concepts into stunning packaging solutions. From CAD engineering to heavy-bottom custom spirits molds.

Crafting our custom glass packaging solutions within our state-of-the-art bottling facility enables us to drive down costs while ensuring swift delivery of top-notch finished goods under strict ISO-9001 and food-grade inspections.

Avail yourself of our complimentary glass bottle samples, aiding you in solidifying your decision to invest in our premium glass bottle selections, facilitating risk-free bulk purchases with absolute confidence.
How we translate advanced automation into competitive commercial advantages for procurement departments worldwide.
The core competitive advantage of Chinese glass manufacturing lies in the integrated industrial clustering of raw materials, mold shops, and energy-efficient melting furnaces. At our facilities, we utilize automated Individual Section (IS) machine technology, which handles raw soda-lime-silica mixtures through continuous electric-boosted gas furnaces.
This allows for precise control over bottle wall thickness, neck dimensional accuracy, and optimal glass weight. Combined with localized chemical suppliers providing premium colorant oxides (cobalt, manganese, and selenium for rich black tones), we achieve remarkable aesthetic consistency. By shortening tooling lead times, we allow wineries to move from concept to retail launch faster than conventional Western manufacturers.
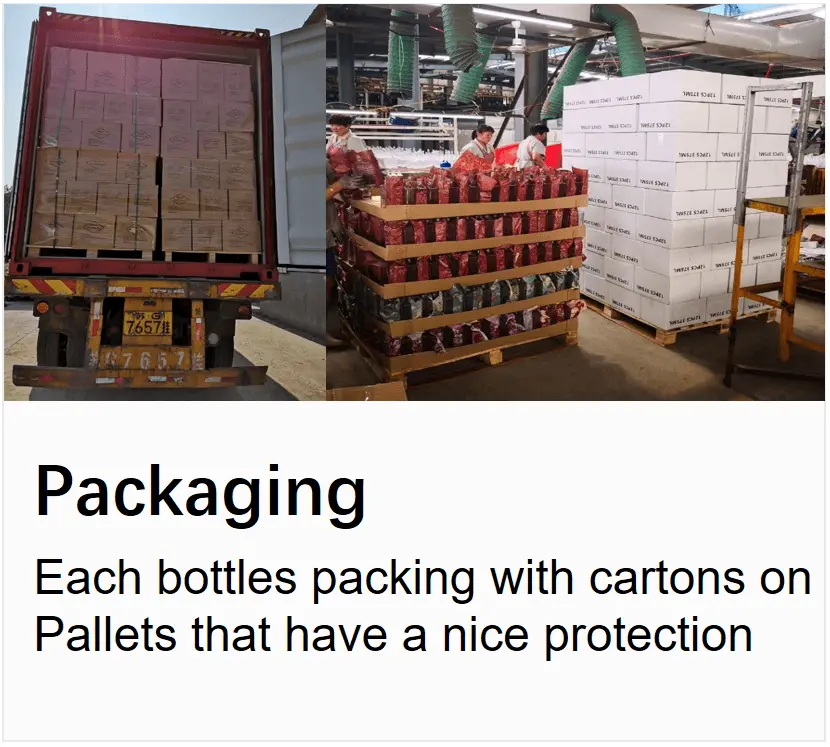
Every bottle leaving our assembly line is subjected to a battery of mechanical tests designed to withstand high-speed filling lines and transcontinental distribution pressures:

As a leading Chinese glass bottle manufacturer, we take pride in our ability to produce premium glass bottles from start to finish. Our integrated processes encompass raw material crushing and mixing, precise batching, melting, shaping, and meticulous annealing, ensuring top-notch quality at every step.
By blending structural art with modern glass science, we have positioned ourselves as a key development partner for prestigious global spirits companies and estate wineries. Our mission is to provide premium, zero-defect, high-barrier packaging solutions that increase retail margin, enhance shelf-space recognition, and safeguard contents for years to come.
Read All Enterprise DetailsAdapting black glass technology to meet the specific culinary, spirits, and wine culture regulations of global regional markets.
European estate wineries in regions like Bordeaux, Burgundy, and the Douro Valley require rigid compliance with historical traditions while ensuring optimal UV protection. Our black Bordeaux and Burgundy designs maintain classic shapes while incorporating modern light shielding.
Faced with saturated shelves, American and Canadian craft distilleries utilize custom flat-shoulder, heavy-base black bottles for ultra-premium gins, rums, and limited-edition whiskeys. This provides immediate brand differentiation and protection from store shelf lighting.
Protecting premium rice-based and sorghum-based distillates is essential, as these delicate spirits are susceptible to light degradation. Black glass creates a premium barrier that matches the traditional, ritual-centered aesthetics of luxury Asian hospitality.
Explore our versatile collection of stock and custom design bottles tailored for wine estates, distilleries, and specialty liquid packaging.
The modern packaging landscape is facing intense pressure to reduce carbon footprints. Historically, luxury glass bottles were synonymous with excessive weight. Today, modern B2B buyers demand lightweight configurations that do not sacrifice mechanical structural integrity. Through advanced manufacturing techniques, we can thin the glass walls while preserving vertical load strength.
Reducing bottle weight directly lowers shipping carbon emissions and cuts logistics costs for bulk maritime cargo. Combined with our transition to electric hybrid melting ovens and post-consumer recycled (PCR) cullet integrations, we help brands meet their corporate social responsibility targets without compromising on quality.
For premium spirits and vintage wines, counterfeiting remains a major risk to brand equity. Our engineering team can integrate micro-embossed security marks, QR codes, and custom tactile patterns directly into the glass molds. Combined with specialized finishes, these custom details make unauthorized reproduction extremely difficult, offering global importers and distributors an extra layer of protection.
Addressing key purchasing considerations regarding shipping safety, customization options, and regulatory compliance.
Consistently high-quality glass products engineered to enhance product stability and deliver shelf impact.