Precision Engineering, E-E-A-T Quality Standards, and Global Packaging Solutions for High-Volume Brands
Explore our elite range of custom and standard-colored glass containers engineered for durability, aesthetic appeal, and optimal preservation.


In the modern beverage market, packaging is no longer just a container; it is a critical touchpoint for brand identity and a functional shield against product degradation. The demand for colored alcohol bottles has surged globally, driven by the expansion of craft distilleries, premium wine portfolios, and non-alcoholic premium spirits. Colored glass offers superior UV protection compared to clear flint glass, preserving the taste, color, and chemical integrity of light-sensitive beverages such as beers, wines, and botanical-infused spirits.
Global supply chain professionals look to China to satisfy their high-volume procurement needs. Chinese suppliers offer unmatched cost efficiencies, highly integrated raw material channels, and advanced manufacturing capabilities. Whether you are sourcing classic amber for traditional ale, deep emerald green for premium champagne, or custom colored glass for a proprietary spirit design, selecting a top-tier Chinese manufacturer with robust export capabilities is key to scaling your operations.
Glass coloring is an intricate metallurgical and chemical process executed during the melting phase in the furnace. Transition metal oxides are introduced into the base sand, soda ash, and limestone mix. Amber glass, the industry standard for light filtration, is formulated using a combination of iron, sulfur, and carbon, which filters out light wavelengths below 450nm. This provides critical protection for hop-forward beers and botanicals.
Green glass, widely used in wine and absinthe packaging, incorporates chromium oxide. Changing the oxygen balance inside the melting furnace yields colors from soft olive to deep dark forest green. Blue glass relies on cobalt oxide, creating an intense, premium aesthetic suited for high-end vodka, gin, or liqueurs. These compounds are heated to temperatures exceeding 1,500°C to ensure they dissolve completely and lock in a uniform color profile across production runs.
| Color Category | Primary Oxide Additive | UV Filtration Efficiency (< 450nm) | Typical Spirit/Beverage Applications |
|---|---|---|---|
| Amber / Brown | Iron, Sulfur, Carbon | 90% - 98% | Beer, Whiskey, Herbal Liqueurs |
| Antique Green / Olive | Chromium Oxide, Iron Oxide | 60% - 80% | Bordeaux, Burgundy, Red Wines, Absinthe |
| Cobalt / Sapphire Blue | Cobalt Oxide | 30% - 50% | Premium Gin, Vodka, Flavored Liqueurs |
| Matte Black / Satin | Organic Spray Coating / Cullet Mix | 99.9% | Limited Edition Vodka, Tequila, Premium Brandy |
In Stock, On Time: QLT Glass, Your Swift Solution for Premium Packaging. Ready to Ship Excellence!

As a leading Chinese glass bottle manufacturer, we take pride in our ability to produce glass bottles from start to finish. Our integrated processes encompass raw material crushing and mixing, precise batching, melting, shaping, and meticulous annealing, ensuring top-notch quality at every step.
Leveraging decades of production experience and state-of-the-art glass forming machines, our facilities handle complex custom configurations, high-tolerance bottleneck designs, and diverse color processes with absolute precision.
Read AllThe production of high-performance glass packaging relies on rigorous metallurgical control and precision engineering. Modern manufacturing utilizes Individual Section (IS) forming machines configured for double or triple gob configurations, ensuring consistent wall thickness and thermal-stress distribution.
Beyond primary glass formulations, we offer key customization processes to match dynamic market demands:
To maintain E-E-A-T (Experience, Expertise, Authoritativeness, Trustworthiness) credentials, our manufacturing plants adhere strictly to internationally recognized standards. Glass containers in contact with alcohol are subject to heavy metal migration audits, particularly for lead and cadmium limits. We verify compliance with FDA Title 21 CFR, European Union Directive 84/500/EEC, and California Proposition 65 requirements.
Our automated optical inspection (AOI) cameras scan every bottle at the hot and cold ends of the annealing lehr. These scans detect minor structural anomalies, checking tolerances for neck finish diameters, base planarity, and internal gas bubbles. Real-time stress inspections verify that the annealing cycle has removed all thermal stresses, guaranteeing safe performance under transport and bottling pressures.
From traditional wine profiles to specialty spirits containers, explore our comprehensive range designed to elevate shelf presence and protect product integrity.
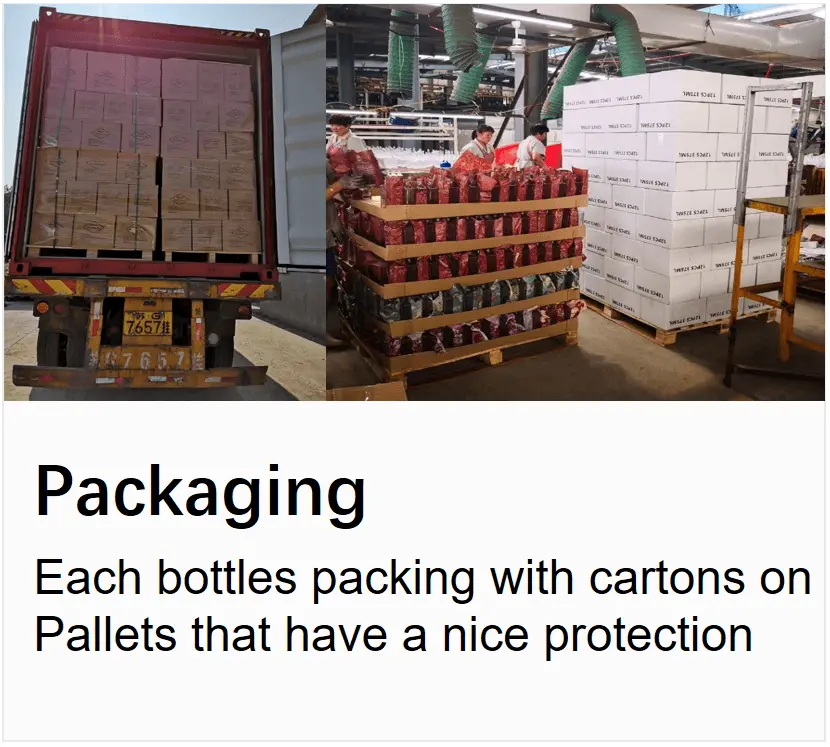
Exporting massive quantities of heavy glass bottles across international waters requires sophisticated transit planning. Traditional packaging methods often fall short when dealing with the shock and temperature variations of transoceanic freight. Our containers are shipped using heavy-duty, reinforced corrugated dividers, moisture-resistant shrink-wrap, and heavy-gauge wooden pallets treated according to ISPM 15 standards.
We integrate directly with global freight systems, offering real-time tracking from our warehouse loading dock in China to your domestic distribution centers. Our close partnerships with major steamship lines guarantee priority space allocations, helping stabilize lead times even during seasonal peaks.
The global glass industry is undergoing a sustainability revolution. Our facilities are leading this change by increasing the ratio of internal cullet (recycled glass) up to 70% in amber and green production runs. This drastically reduces energy consumption during melting, as cullet melts at a significantly lower temperature than raw sand and soda ash.
Additionally, we are actively implementing Narrow Neck Press and Blow (NNPB) technology across our forming lines. NNPB allows for the production of lightweight bottles that maintain their structural integrity and pressure resistance. This process reduces individual bottle weight by up to 20%, lowering transport emissions and material costs without sacrificing premium hand-feel or shelf presence.


Technical details, order limits, and customization options for wholesale buyers.
Colored glass—particularly amber and dark green—acts as a natural filter against ultraviolet (UV) radiation. Exposure to UV rays triggers photochemical reactions that can degrade hops in beer and alter the flavor profiles of complex spirits and wines. Beyond product protection, colored glass provides an upscale aesthetic that aligns with premium brand positioning.
For stocked standard items, MOQ can be as low as one full pallet. For custom colored runs requiring specialized chemical batching and dedicated furnace setups, the MOQ usually ranges from 30,000 to 50,000 units, depending on the bottle size and shape complexity.
Our glass formulations undergo testing to meet FDA regulations (FDA 21 CFR) and European Union standards. We source highly refined raw materials and run routine ICP-OES audits to confirm that heavy metal content (lead, cadmium, mercury, and hexavalent chromium) remains well below international limits.
Yes, we offer physical samples for quality validation. Free stock samples are available for standard molds, while custom designs can be developed using rapid resin 3D prototyping followed by pilot mold trials for exact shape confirmation.
Browse our extended range of decanters, flint spirits bottles, and heavy-base custom options designed for global distributors.