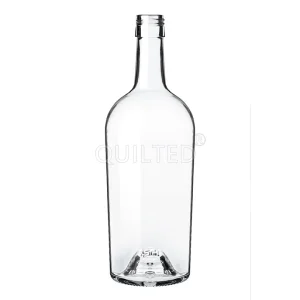
Explore our leading selection of custom-crafted glass bottles tailored for high-end liquors, brandies, and specialty spirits.







The global alcoholic beverage packaging sector is undergoing a massive shift towards premium glass alternatives. Clear glass (also referred to as Flint Glass or Extra Flint Glass) has emerged as the premier medium for showcasing spirit quality. Brand owners and distillers recognize that the optical clarity of clear glass directly influences consumer perception of value, quality, and purity.
Increasing consumer demand for craft liquors and premium vintages requires packaging that matches the liquid's sophisticated profile, transforming simple bottles into brand assets.
Modern distribution chains span across continents, requiring strict adherence to international safety, thermal shock resistance, and mechanical resilience parameters.
Soda-lime glass is 100% and infinitely recyclable. Transitioning to lighter clear glass minimizes shipping carbon footprints while honoring zero-waste target metrics.
As a leading Chinese glass bottle manufacturer, we leverage high-grade silica sand deposits and state-of-the-art smelting plants to satisfy this international demand. Our processes are engineered to deliver high transparency and structural integrity, keeping global brands ahead of safety and performance standards.
Discover how our production ecosystem guarantees supply stability, bespoke configurations, and risk-free material sampling.

Our premier custom bottle manufacturing service, with an optimized supply chain, seamlessly transforms your concepts into stunning packaging solutions.

Crafting our custom glass packaging solutions within our state-of-the-art bottling facility enables us to drive down costs while ensuring swift delivery of top-notch finished goods.

Avail yourself of our complimentary glass bottle samples, aiding you in solidifying your decision to invest in our premium glass bottle selections, facilitating bulk purchases with confidence.

As a leading Chinese glass bottle manufacturer, we take pride in our ability to produce glass bottles from start to finish. Our integrated processes encompass raw material crushing and mixing, precise batching, melting, shaping, and meticulous annealing, ensuring top-notch quality at every step.
By operating advanced electronic-controlled IS (Individual Section) forming machines and modern gas-fired continuous furnaces, we optimize cycle times and maintain consistent dimensional tolerances. This systematic approach ensures that every production batch meets strict international standards for strength and design accuracy.
Read More About Our ProcessHigh-capacity distilleries and wineries face multiple supply chain difficulties. From soaring global freight rates to strict environmental packaging rules, choosing the right packaging supplier is critical. Selecting a premium manufacturer is no longer just about buying empty containers; it is a vital step in de-risking your core supply chain.
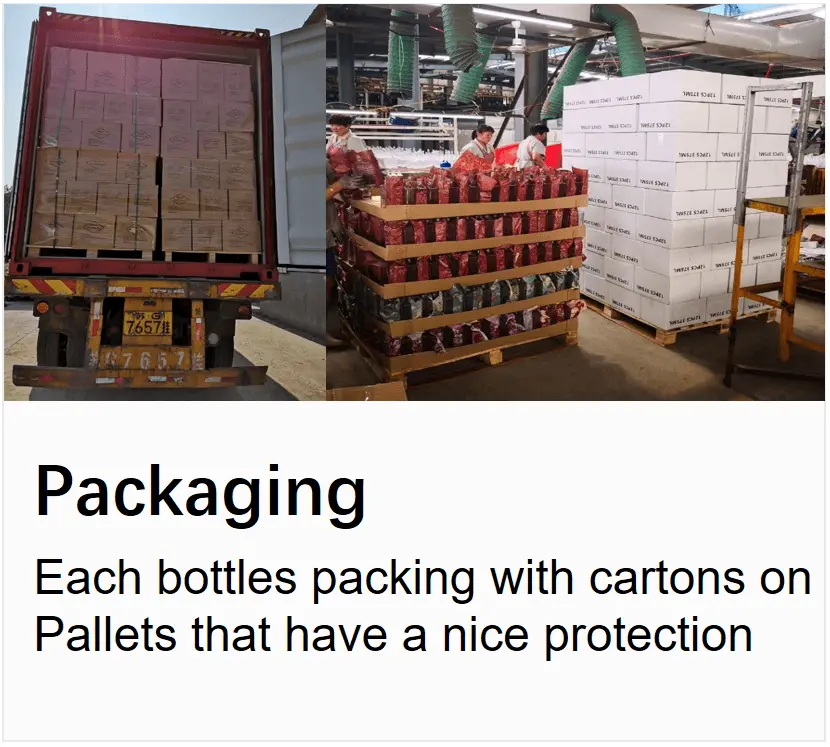
A major risk in shipping glass bulk containers over long distances is the development of micro-fractures due to vibration. During maritime transport, continuous friction between glass surfaces can weaken the structural integrity of the bottles. We address this by applying dual-layer coatings: a hot-end stannic chloride coating followed by a cold-end polyethylene treatment. This protective layering maintains glass-on-glass slip properties and virtually eliminates transit scuffing and micro-fissures.
Modern bottling lines run at high speeds, sometimes filling tens of thousands of bottles per hour. Any minor variation in neck diameter, mouth finish, or base stability can lead to line blockages, capping failures, or leaks. Our factory operates with tight dimensional control, ensuring seamless integration with automated filling, corking, and labeling machines.
Minor variances in glass dimensions can trigger line stoppages, slowing down production and reducing overall plant efficiency.
We use optoelectronic sensor arrays during the inspection stage to check every bottle for neck diameter, height, ovality, and wall thickness before packaging.
Creating high-clarity Extra Flint glass requires careful raw material selection and precise temperature control. True clear glass must have minimal iron impurities to avoid a green tint, ensuring the glass remains transparent and shows the true color of the liquid inside.
We select high-grade quartz sand with an iron oxide (Fe₂O₃) content below 0.015%. This purity is essential to prevent discoloration and maintain excellent optical clarity.
Our raw materials are processed in fully automated glass furnaces at temperatures up to 1500°C. This intensive heat removes gas bubbles and ensures a uniform, high-quality melt.
Formed bottles pass through an annealing lehr, cooling slowly under controlled conditions. This process relieves internal stresses, improving the bottle's drop resistance and durability.
This strict production workflow produces glass that meets both aesthetic expectations and demanding safety requirements, ensuring reliable performance during filling, distribution, and storage.
Browse our premium packaging selection. In Stock, On Time: Your reliable solution for high-quality packaging.








Navigating global regulatory landscapes requires a partner that understands international compliance. Exporting bottles to markets like North America, the European Union, or Asia-Pacific means satisfying distinct health, safety, and manufacturing quality guidelines.
Our glass formulations undergo continuous testing to ensure zero heavy metal leaching. All products conform to FDA regulations (USA) and LFGB guidelines (Europe), ensuring they are safe for packaging high-proof spirits and acidic wines.
Our products are certified to withstand sudden temperature changes up to 42°C without cracking, protecting your bottles against damage during hot-fill processes or rapid pasteurization cycles.
Additionally, our logistics support handles complete customs documentation, certificates of origin, and transport clearance. This smooth logistics coordination helps prevent import delays and keeps your production schedules on track.
Empty clear glass wine bottles serve as a versatile foundation for a wide range of beverages, from traditional wines to high-proof craft spirits.
The glass industry is shifting toward more sustainable and cost-effective production methods. Our technology initiatives are designed to improve efficiency while reducing environmental impact.
We are transitioning our furnaces to use hybrid electric-gas heating, which reduces direct carbon emissions and improves overall energy efficiency during the melting stage.
By using Narrow Neck Press and Blow (NNPB) technology, we reduce bottle weight by up to 15% while keeping the same structural strength, lowering both shipping costs and emissions.
We are increasing the proportion of clean, recycled glass (cullet) in our production runs, which lowers energy consumption during melting and helps conserve raw resources.
Find answers to common questions about customization processes, minimum orders, and shipping logistics.
Explore our diverse selection of empty glass bottles, featuring unique profiles, screw-top finishes, and large-capacity decanters.