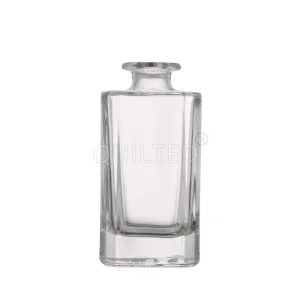
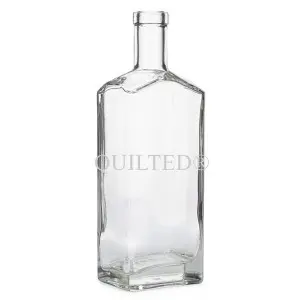
Explore our foundational series of high-clarity liquor glass containers engineered for compliance, durability, and brand distinction.

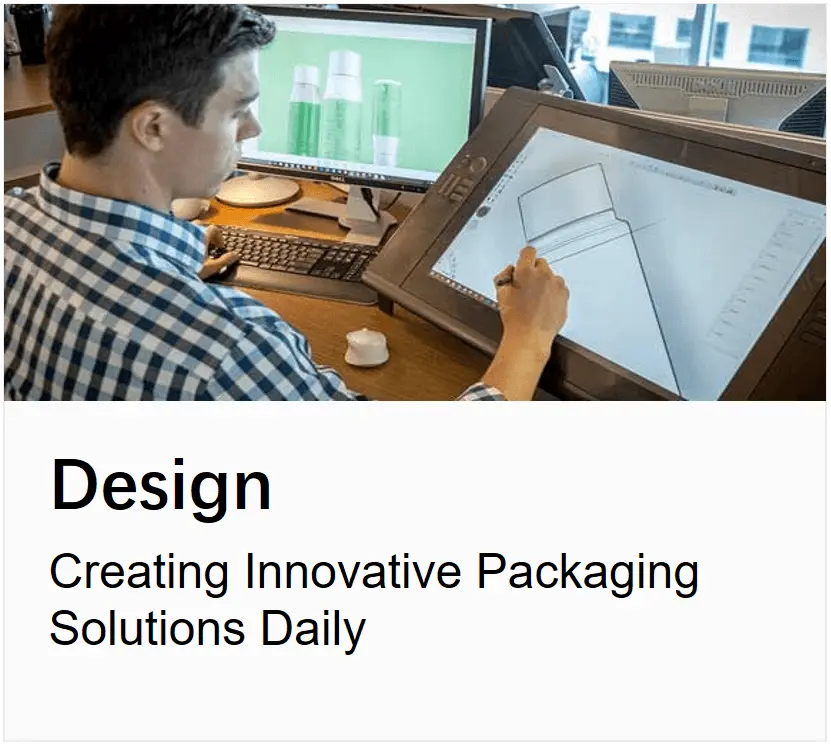
Our premier custom bottle manufacturing service, with an optimized supply chain, seamlessly transforms your concepts into stunning packaging solutions.

Crafting our custom glass packaging solutions within our state-of-the-art bottling facility enables us to drive down costs while ensuring swift delivery of top-notch finished goods.

Avail yourself of our complimentary glass bottle samples, aiding you in solidifying your decision to invest in our premium glass bottle selections, facilitating bulk purchases with confidence.
The premium spirits sector is undergoing an unprecedented transformation where packaging design directly correlates with perceived value and brand positioning. Historically, glass containers served merely as protective vessels. However, in modern beverage marketing, custom glass packaging acts as the primary conduit of brand legacy, craftsmanship, and shelf distinction. Whether it is the ultra-clean, heavy-bottomed profiles required for premium vodkas, or the intricate, high-flint structures customized for aged whiskeys, distilleries are increasingly relying on high-performance glass packaging solutions.
Currently, the global demand for empty liquor bottles is driven by two main forces: the craft distillery boom and the premiumization of spirits packaging. Craft distilleries require flexible, high-quality, mid-to-high volume production with custom options. At the same time, major global spirits conglomerates are trying to optimize their supply chains to reduce carbon footprints without compromising luxury aesthetics. In this context, China has emerged as a crucial global manufacturing base, combining technical scale, raw material abundance, and advanced engineering capabilities.
The optical properties of glass play a critical role in how the color and clarity of premium spirits are perceived by consumers on retail shelves. Our state-of-the-art melting processes distinguish between three primary material grades:
In Stock, On Time: QLT Glass, Your Swift Solution for Premium Packaging. Ready to Ship Excellence!
Purchasing professional empty liquor bottles from China is an industry standard for global spirits brands, and for good reason. The combination of automated production lines, advanced mold engineering, and raw material access makes Chinese manufacturing highly competitive. The primary operational advantage lies in the integration of design, mold fabrication, sample casting, mass production, and surface finishing into a single unified workflow.
Our production facilities employ advanced technology to ensure structural integrity across every run. Here is a breakdown of our manufacturing process:
A simple flint glass bottle can be transformed into a luxury package using our extensive range of decorative processes:

As a leading Chinese glass bottle manufacturer, we take pride in our ability to produce glass bottles from start to finish. Our integrated processes encompass raw material crushing and mixing, precise batching, melting, shaping, and meticulous annealing, ensuring top-notch quality at every step.
Our facility utilizes high-capacity automated production lines alongside specialized manual glass-casting methods for small-batch luxury runs. Over the past decades, we have partnered with hundreds of international brands in the US, Europe, and Asia, delivering dependable logistics and custom designs that help brands succeed on the shelf.
Read AllExplore our complete design solutions. Every mold profile below is optimized for packaging efficiency and brand visibility.
Procuring custom spirit glass bottles globally requires navigating complex food-grade certifications, dimensional tolerances, and logistics operations. Standardized regulatory frameworks vary significantly by region:
Maintaining a reliable glass container source requires rigorous physical testing protocols. Our quality assurance framework covers five critical tests:
Bottles are transferred between hot and cold water baths to ensure they withstand rapid temperature changes during pasteurization, filling, or hot-wash sanitization. (Typical specification: ΔT ≥ 42°C).
Critical for carbonated beverages, sparkling wines, and high-proof spirits. Destructive pressure testing guarantees that the base and seams can withstand pressures exceeding 1.2 MPa.
Ensures the bottle will not collapse during corking, screw-capping, or high-density vertical stacking on shipping pallets. (Target threshold: >3000 N downward force).
Precision digital neck-gauging ensures airtight cork or screw-cap seating, preventing product oxidation or leaking during shipping.
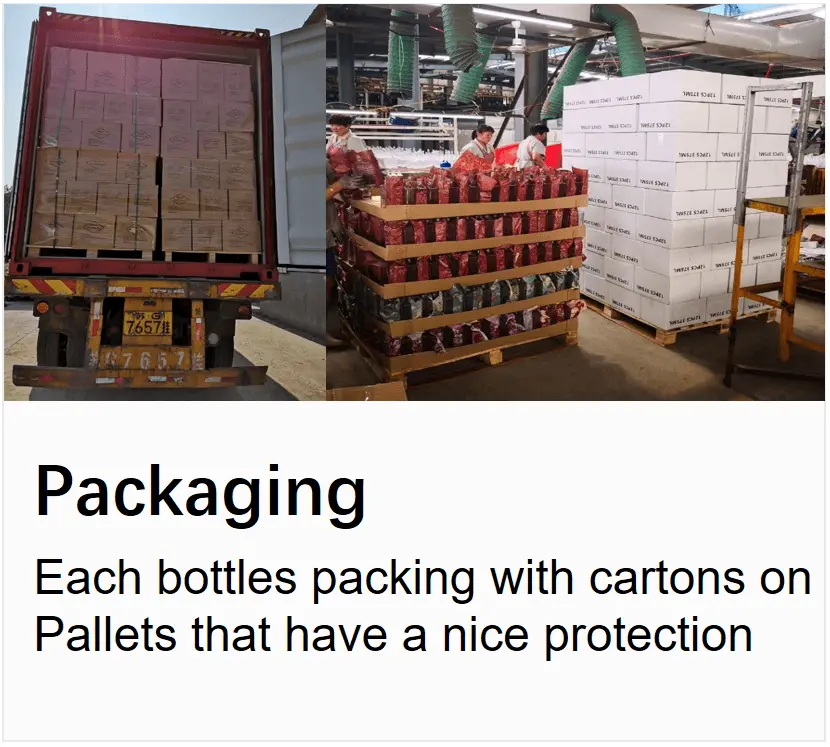
For global logistics, our standard shipping protocols utilize fumigated wooden or heavy-duty plastic pallets wrapped in thick UV-shrink film, with shock-absorbing honeycomb cardboard dividers. We also design specialized cartons for direct-to-consumer (DTC) shipments to minimize breakage rates to less than 0.5%.
Our packaging solutions comply with global quality standards, ensuring smooth integration with high-speed bottling lines.


Practical answers to help source coordinators, brand managers, and packaging engineers make informed decisions.
Explore our wide range of styles, from heavy decanters to portable flask-style bottles.