In the contemporary beverage industry, the 100ml wine bottle has evolved from a mere novelty to a strategic tool for brand expansion and consumer engagement. As a leading 100ml wine bottle manufacturer, we have observed a seismic shift in global consumption patterns. The "sampling economy" and the rise of premium "tasting kits" have necessitated a surge in demand for high-quality, durable, and aesthetically superior small-format glass packaging.
Our manufacturing process integrates the latest in Extra Flint Glass technology, ensuring that even at a 100ml scale, the clarity and refractive index of the bottle mirror that of full-sized premium decanters. This "miniaturized luxury" allows wineries to present their finest vintages in a format that meets airline safety standards, subscription box requirements, and luxury hotel minibar expectations without compromising the wine's chemical integrity or visual appeal.
The global market for small-capacity spirit and wine bottles is projected to grow at a CAGR of 6.2% through 2030. Driven by the "less but better" drinking trend, consumers in North America and Europe are increasingly opting for 100ml single-serve options of premium labels.
Our bottles undergo rigorous stress testing and chemical leaching analysis. We ensure all 100ml glass containers meet FDA and EU 1935/2004 standards, providing the reliability required for long-term storage of sensitive liquids like aged fortified wines.
Leveraging China's world-class glass industrial clusters, we offer a vertically integrated supply chain. From raw silica sourcing to high-precision mold engineering, our infrastructure absorbs global market shocks, ensuring consistent lead times.
In the European and Asian aviation markets, 100ml glass bottles have become the gold standard for Business and First-Class service. Our bottles are designed with a specific weight-to-strength ratio that reduces fuel costs while maintaining a premium glass feel over plastic alternatives.
The rise of digital wine tastings in the UK and USA has created a massive niche for 100ml "sampler" sets. We provide custom-molded 100ml bottles that allow high-end estates to ship small portions of their library wines to critics and club members globally.
In local markets like France and Italy, 100ml bottles are increasingly utilized for artisanal liqueurs, premium olive oils, and even high-end botanical essences. Our screw-cap and cork-finish options cater to these diverse artisanal needs.
The 100ml format is ideal for wellness tonics and concentrated health shots. Our glass is non-reactive, making it the perfect vessel for high-potency liquids requiring a sterile, light-shielded environment.

As a leading Chinese glass bottle manufacturer, we take pride in our ability to produce glass bottles from start to finish. Our integrated processes encompass raw material crushing and mixing, precise batching, melting, shaping, and meticulous annealing, ensuring top-notch quality at every step.
Crafting our custom glass packaging solutions within our state-of-the-art bottling facility enables us to drive down costs while ensuring swift delivery of top-notch finished goods. We provide Free Glass Bottle Samples to help you solidify your decision for bulk purchases with confidence.
Our R&D team is currently implementing nanocoating technologies that provide superior UV protection for sensitive white wines and rosés. This ensures that even in 100ml clear glass, the wine is protected from "light-strike" aromas.
The future of the 100ml wine bottle supplier industry lies in lightweighting. By optimizing glass distribution via NNPB (Narrow Neck Press and Blow) processes, we are reducing bottle weight by 20% without sacrificing structural integrity, significantly lowering the carbon footprint of global shipping.
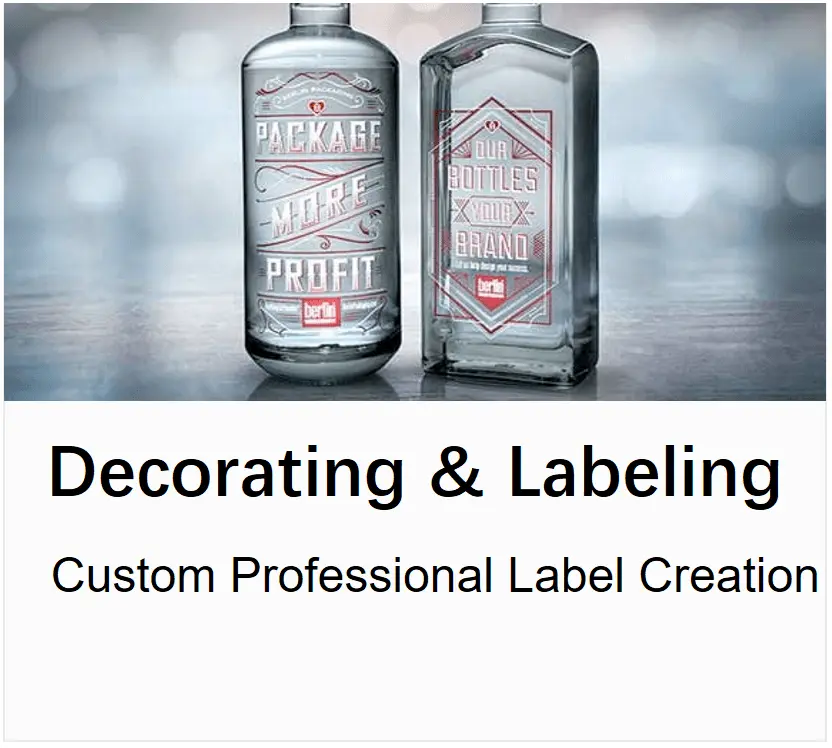
We are integrating QR and NFC etching capabilities directly into the glass molds. This allows brands to offer full traceability from the vineyard to the consumer, a critical feature for high-value 100ml collectible editions.







Why choose a China-based 100ml wine bottle manufacturer? The advantage lies in the ecosystem. Our factory is located in a cluster that provides immediate access to high-purity silica and energy-efficient furnace technology. This allows us to maintain a 99.8% quality pass rate while offering prices that are 20-30% more competitive than European counterparts.
Efficiency: Our automated IS (Individual Section) machines can produce 100,000 units of 100ml bottles daily with micron-level precision. This high-speed manufacturing is backed by AI-driven visual inspection systems that detect the smallest inclusions or stress fractures, ensuring that every bottle shipped to our global partners is flawless.
ISO 9001:2015 certified, meeting global food safety management systems for all glass packaging.
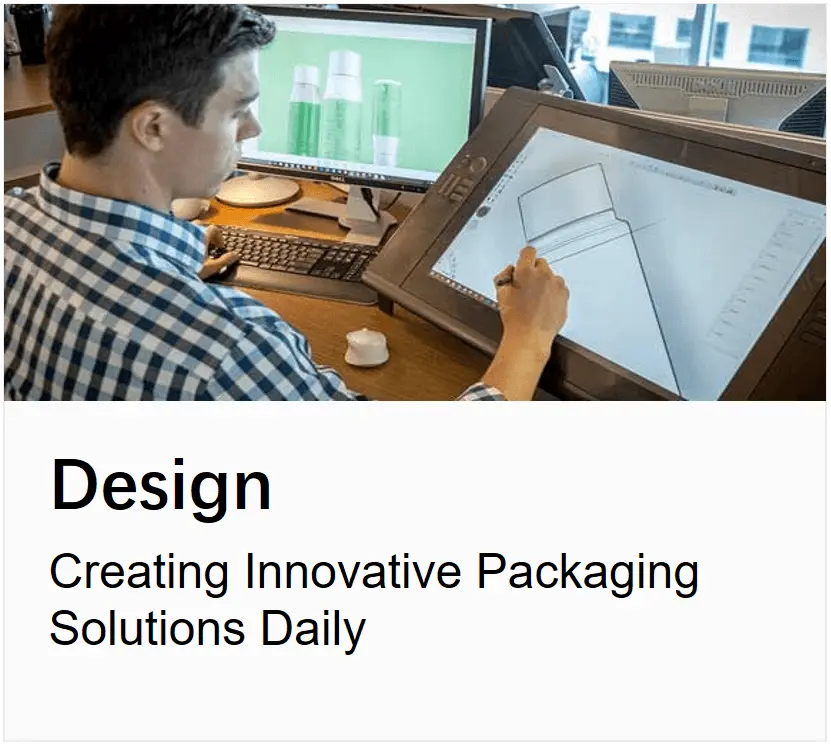
In-house design studio for rapid prototyping of 3D glass models and 24-hour mold revisions.
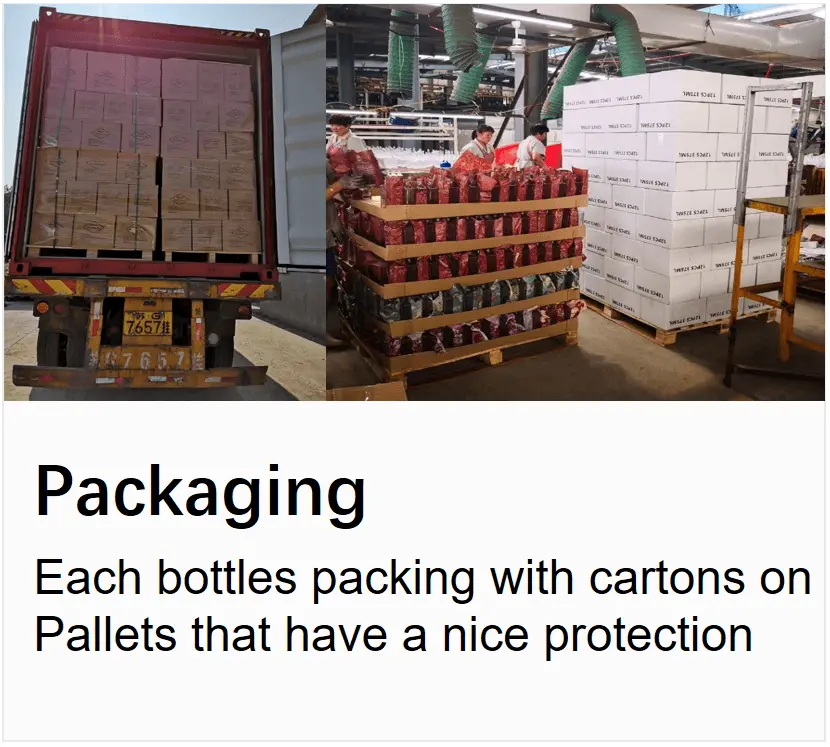
Strategic proximity to major ports like Qingdao and Shanghai, reducing domestic transit times.