Discover our elite tier of glass spirit containers. Highly requested by craft distilleries and multinational beverage corporations alike. Standard shipping models in stock.
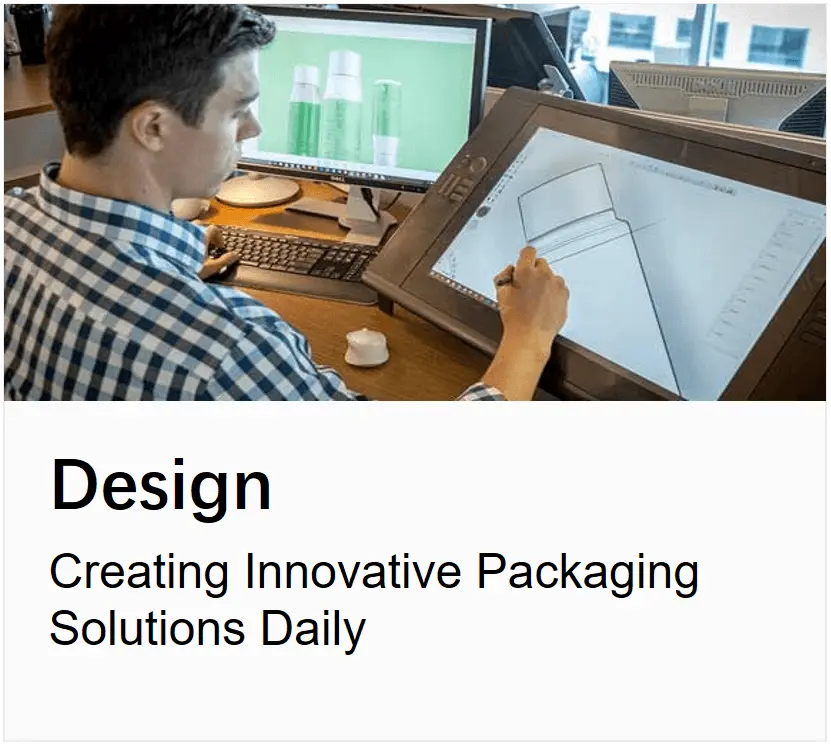
From prototype design to thermal testing, we manage the entire life cycle of your spirit packaging needs.


The global distilled spirits sector is witnessing an unprecedented phase of premiumization, driving substantial growth in miniature packaging formats. Historically relegated to airliner cabins and hotel minibars, the 50 ml glass whisky bottle (traditionally referred to as a "nipper" or "airplane bottle") has evolved into a primary tool for brand activation, sampling strategies, and consumer taste exploration. Industry analysts note a compound annual growth rate (CAGR) of 6.2% within the single-serve glass bottle sector, heavily spurred by the rise of high-end tasting kits, gift sets, and direct-to-consumer subscription models.
Historically, low-cost plastic (PET) dominated the miniature container market. However, stringent carbon emission frameworks and the organic degradation of taste profiles inside plastic have forced major distilleries to revert to high-flint glass. High-flint glass provides an absolute gas barrier, ensuring that high-alcohol-by-volume (ABV) spirits like Single Malt Whisky, Bourbon, and Cognac do not interact with ambient atmosphere. Additionally, the premium tactile weight of glass aligns directly with luxury branding initiatives.
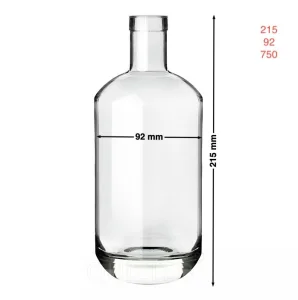
From a manufacturing standpoint, fabricating a 50 ml container presents unique thermal and mechanical challenges compared to standard 750 ml spirit bottles. The higher surface-area-to-volume ratio requires absolute precision during the glass molding stage to prevent erratic wall-thickness distributions and internal structural stress. As a premier manufacturer, we deploy advanced IS (Individual Section) forming machinery configured specifically for high-precision, small-cavity production runs.
Ready to ship glass packaging optimized for modern automated bottling lines.
The manufacturing architecture at QLT Glass relies on closed-loop, automated batching and control systems. Standard clear glass contains small percentages of iron oxides, which can impart a pale green or yellow tint. For premium spirits, this aesthetic distortion is unacceptable. Our extra-flint glass formulation utilizes pure sand containing less than 0.012% Fe₂O₃ combined with refining agents like cobalt and selenium to offset minor impurities, producing optical-grade transparency that accentuates the golden hues of aged whisky.
Precise measuring of silica sand, soda ash, limestone, and high-purity cullet (recycled glass) to optimize thermal elasticity and chemical inertness.
Our furnaces utilize oxygen-fuel combustion technology to drastically cut NOx emissions and fuel consumption, maintaining temperature uniformity at 1580°C.
Specifically used for miniatures to guarantee uniform mouth interior diameters and reliable glass distribution in the neck and base regions.
Relieves residual thermal stresses in the glass through a controlled temperature reduction curve. Crucial to prevent micro-fracturing on high-speed filling lines.
Furthermore, our factory is integrating AI-driven optical scanning arrays directly into the cold-end inspection lanes. These high-speed cameras screen each individual 50ml bottle for structural abnormalities, including check cracks, stones, seeds, and mouth ovality errors. Bottles displaying dimensional deviations exceeding 0.25mm are automatically blown off the conveyor line and recycled back into the furnace.

As a leading Chinese glass bottle manufacturer, we take pride in our ability to produce glass bottles from start to finish. Our integrated processes encompass raw material crushing and mixing, precise batching, melting, shaping, and meticulous annealing, ensuring top-notch quality at every step.
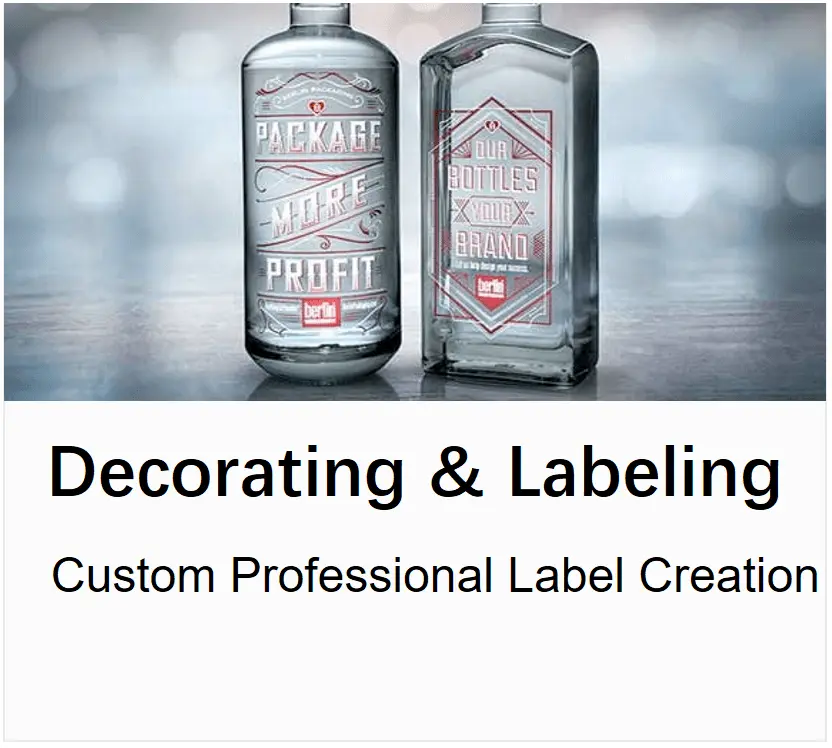
Our production floor operates 24/7/365, ensuring that bulk container orders are fulfilled on-schedule. We handle not only standard container shaping but also offer value-added decoration services including frosting, hot stamping, screen printing, and custom cork coordination.
View Full Factory ProfileExplore custom configurations across different volumes, showcasing our manufacturing flexibility.
For international distillers and bulk suppliers, quality validation is a primary factor in risk mitigation. Under the US FDA (Food and Drug Administration) and EU Directive 84/500/EEC standards, glass bottles must be completely lead-free and safe for acidic liquid contact over multi-year periods. Our raw materials are strictly screened for heavy metals, ensuring that we pass SGS, Bureau Veritas, and TÜV Rheinland food-contact security inspections with 100% compliance.
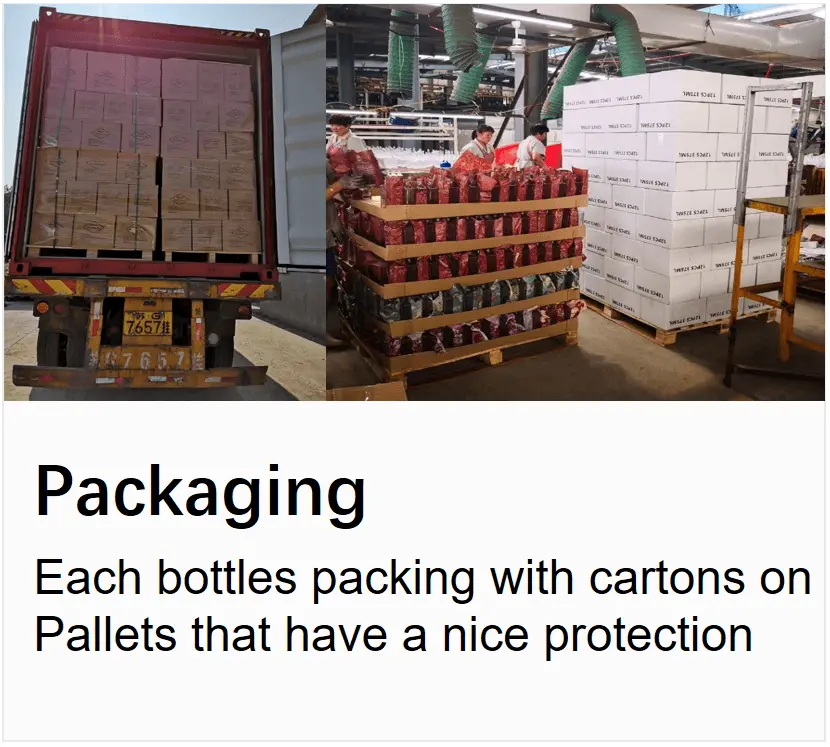
Shipping glass globally requires robust packaging engineering. QLT Glass supplies customized heavy-duty corrugated separators, heat-treated ISPM-15 wooden pallets, and double-layered shrink wrapping. This guarantees that breakage rates during transport remain far below the industry average of 0.5%. We support multiple trade terms including FOB, CIF, DDP, and coordinate closely with local warehouses across North America, the United Kingdom, and the EU to secure fast delivery schedules.
Addressing the most common engineering and procurement questions regarding 50ml miniature glass supply lines.


Discover additional shapes, larger volume variations, and unique bespoke glass formations.