Discover our custom-molded high-flint crystal bottles optimized for vodka, whiskey, gin, and premium spirits.
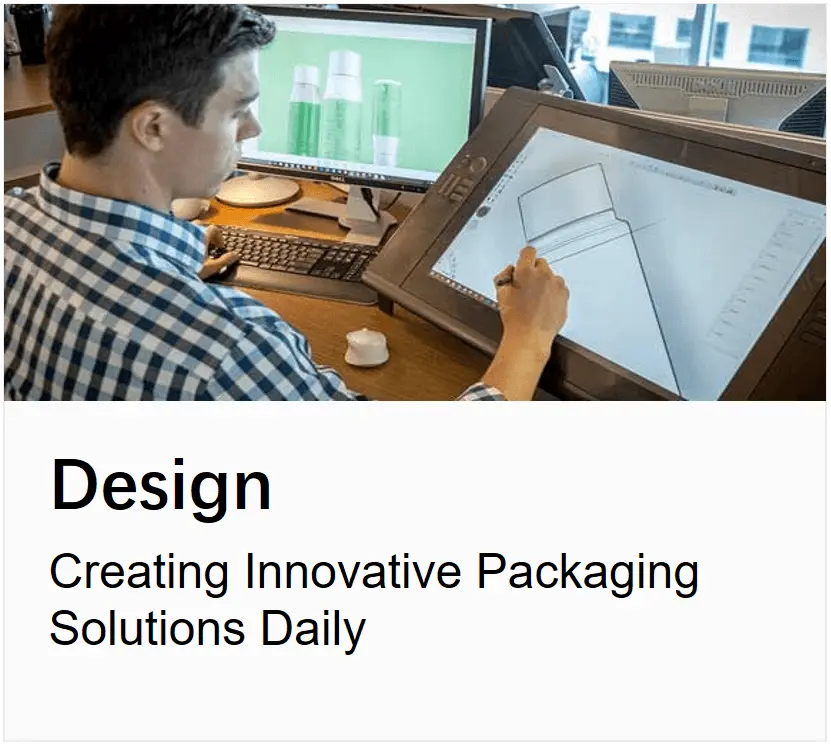
Streamlining production from concept design to final delivery through state-of-the-art manufacturing facilities.

Our premier custom bottle manufacturing service, with an optimized supply chain, seamlessly transforms your concepts into stunning packaging solutions.
Learn More →
Crafting our custom glass packaging solutions within our state-of-the-art bottling facility enables us to drive down costs while ensuring swift delivery of top-notch finished goods.
Learn More →
Avail yourself of our complimentary glass bottle samples, aiding you in solidifying your decision to invest in our premium glass bottle selections, facilitating bulk purchases with confidence.
Learn More →
As a leading Chinese glass bottle manufacturer, we take pride in our ability to produce glass bottles from start to finish. Our integrated processes encompass raw material crushing and mixing, precise batching, melting, shaping, and meticulous annealing, ensuring top-notch quality at every step.
By leveraging Extra-Flint silica sand with ultra-low iron content (<0.012%), we achieve a refractive index close to natural crystal. This structural clarity, paired with advanced Individual Section (IS) machine blow-molding, ensures uniform wall thickness, exceptional pressure resistance, and zero optical distortion for luxury spirit branding.
Read All About QLT GlassHow our engineering pipeline resolves global B2B procurement challenges regarding cost, weight, and aesthetics.
Our crystal glass bottles are formulated with pure silica, sodium carbonate, and calcium oxide. By removing iron oxides that cause green/yellow tinting, we maintain a purity level that makes premium cognac, tequila, and whiskey look vibrant and undistorted inside the bottle.
Utilizing Narrow Neck Press Blow (NNPB) technologies, we reduce overall bottle weight by up to 20% while maintaining equivalent mechanical strength. This saves substantial shipping costs and minimizes carbon emissions during intercontinental transport.
Every bottle passes through a 50-meter temperature-controlled annealing tunnel. By gradually reducing internal temperature from 580°C to 60°C, we relieve molecular tension, preventing thermal shock cracking during hot-fill bottling procedures.
We supply precise cork, screw cap, GPI, Guala safety, and swing-top neck configurations. Tolerances are kept within ±0.3mm to ensure flawless integration with automated filling lines and completely leak-proof closures.
Explore our diverse inventory including Burgundy, Bordeaux, Nordic, and custom decanter shape selections ready for scale production.
Meeting international regulatory requirements for heavy metals, thermal shock resistance, and food-grade security.
In the luxury beverage packaging ecosystem, compliance is as vital as beauty. Our production line operates in strict accordance with ISO 9001:2015 and ISO 22000 food safety management systems. We ensure that our glass compositions contain zero lead, cadmium, or other toxic elements, passing US FDA GRAS requirements and European Council Directive 84/500/EEC with ease.
For US distilleries, we comply fully with TTB (Alcohol and Tobacco Tax and Trade Bureau) standards for fill-level accuracy, minimizing discrepancies during automated bottling processes. For European and Australian distillers, our containers are optimized for standard container palletization and automated decanting lines, cutting logistics friction and transit breakage rates to less than 0.2%.
Empowering spirit brands with customized surface aesthetics, anti-counterfeiting, and ecological sustainability.
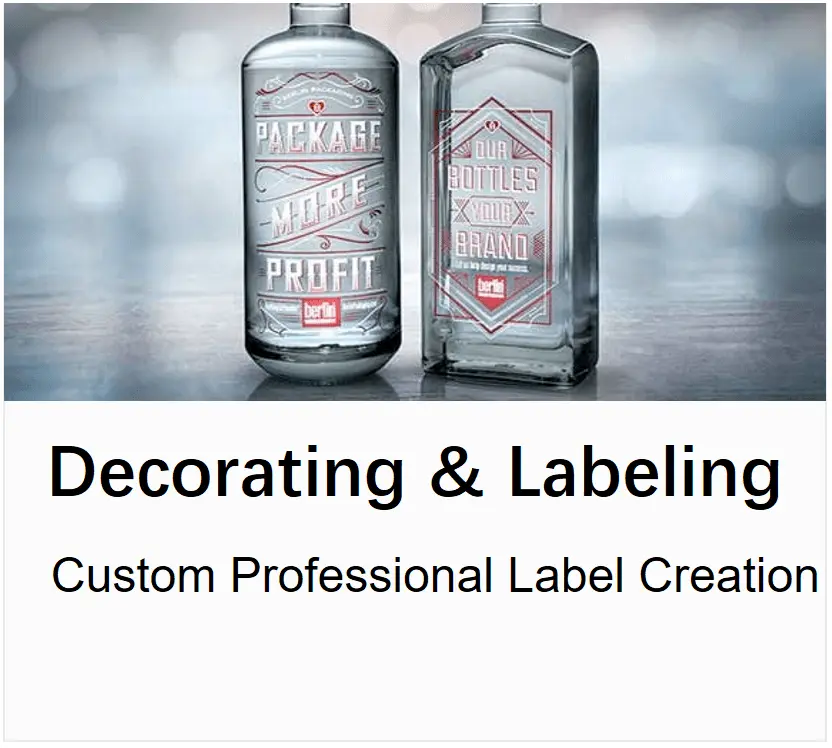
A crystal bottle must tell a visual story. We leverage state-of-the-art decorative technologies at our post-processing facility. Whether your brand demands deep-etch acid etching, precise multi-color screen printing with organic UV inks, metallic electroplating, or high-temperature ceramic decal firing (at 600°C for permanent adhesion), we possess the capacity to execute complex visual narratives.
Looking ahead, we are testing smart glass integration. Laser-engraving unique QR serialization codes directly onto the glass surface allows real-time track-and-trace monitoring, neutralizing global counterfeit operations. Simultaneously, we are transitioning our furnaces to hydrogen-hybrid combustion systems to reduce direct carbon emissions, preparing our partners for future global environmental import tariffs.
Using CAD/CAM software, we craft cast-iron and alloy molds, running simulated thermal expansion calculations to prevent glass flow defects before production begins.
Every bottle passes through an automated optoelectronic scanner, detecting air bubbles, stone inclusions, or microscopic fractures with micron-level precision.
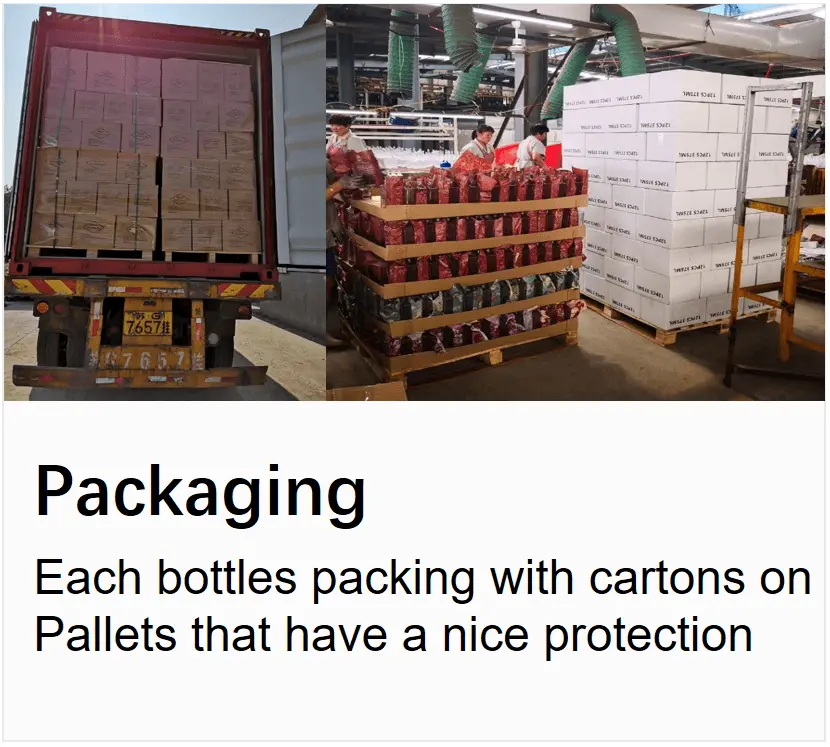
To withstand intercontinental transport, we use fumigated wood/plastic pallets with thick protective dividers, wrapped in heavy-duty moisture-barrier shrink film.
Direct supply of high-end flint containers tailored for gin, tequila, and specialty liquor brands.


Expert answers regarding custom manufacturing timelines, decoration limitations, shipping logistics, and quality assurance.